欢迎访问键和机械股份有限公司【大陆官网】


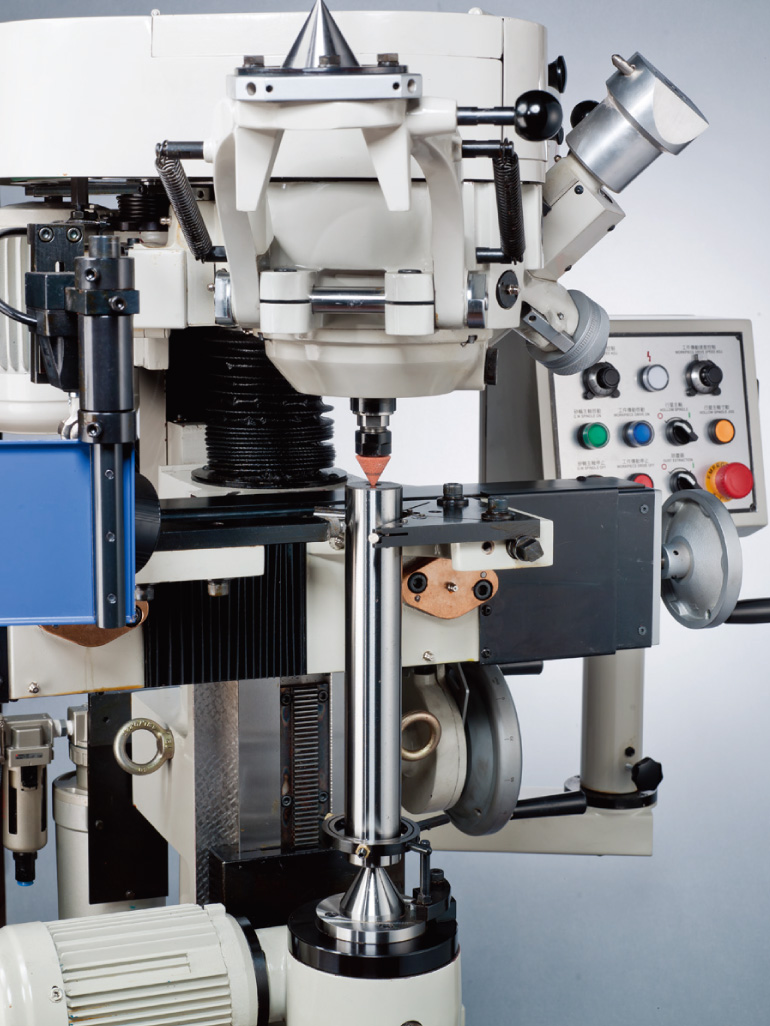
本机专门设计,使用于圆筒研磨时须高精密高几何的中心孔,例如:切削工具、刀把、主轴、齿轮轴传动轴等之中心孔定位研磨。
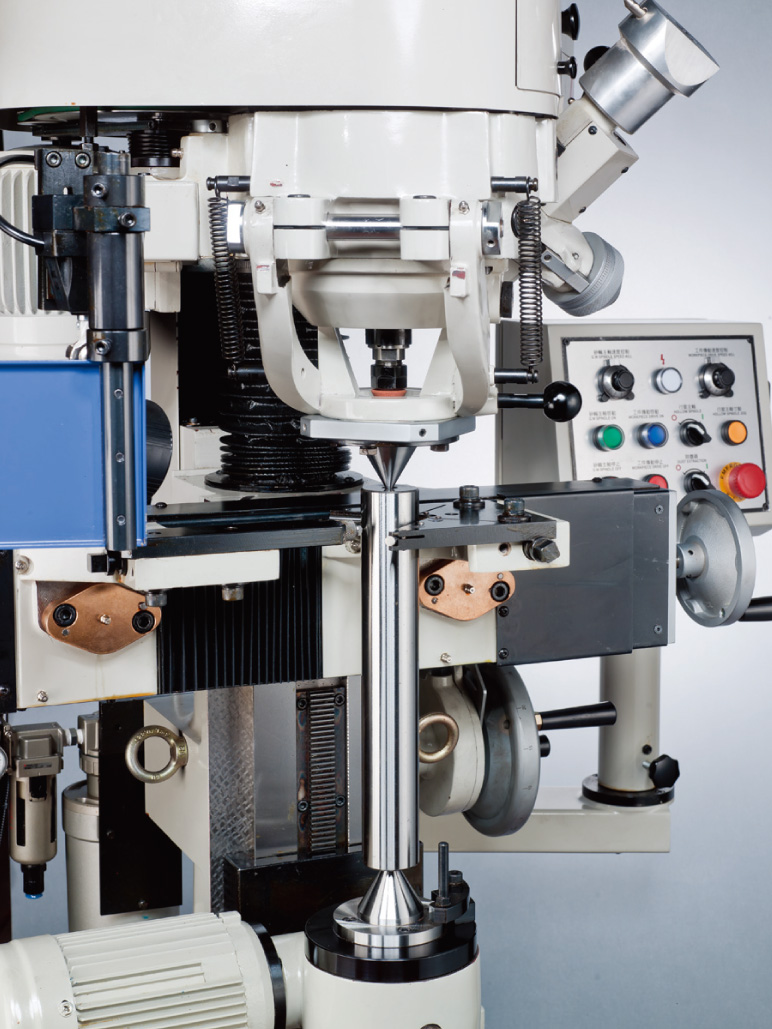
上摆动顶心与下顶心装置保持上摆动顶心与下顶心一致性之基准。
自动对心的夹持装置简化工件的设定工作。(可依据加工需求,提供不同夹持装置)。
当中心孔研磨时,工件同时驱动,提高了中心孔与外圆的同心度等级,转速可变频器转换。
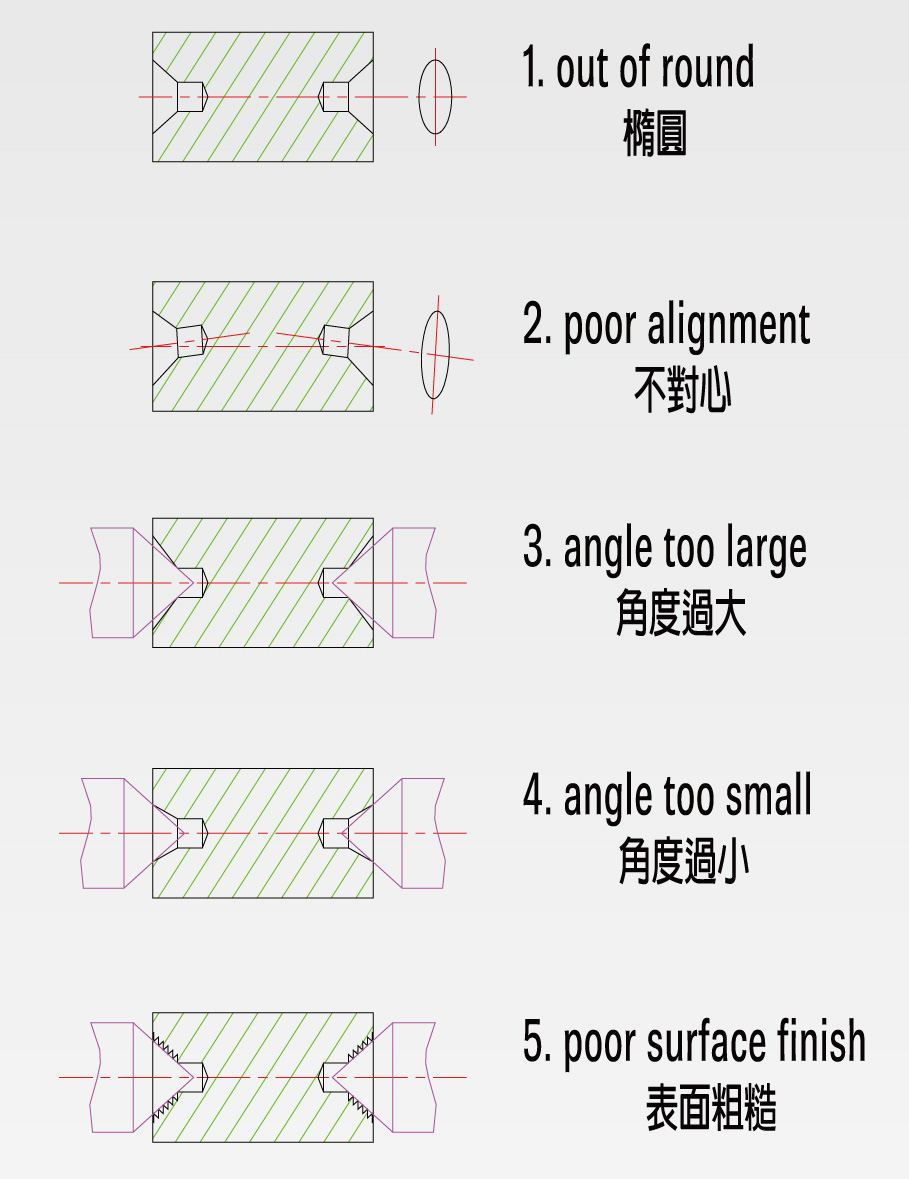
一般中心孔加工常有如图所示之各种不良品质发生。本机独特的高精度3D空间同步研磨设计,确保中心孔的稳定性和心对心的精确度
1.砂轮的旋转运动
2.砂轮主轴的行星运动
3.砂轮沿锥形表面直线往复运
基于三轴同步研磨动作,研磨出均质的交错研磨线路样式,具有微小的油袋功能,可形成永久性油膜位于工件与圆筒磨床的固定顶心间。如此可防止无油膜与顶心卡死并可消除不必要的误差来源,以利高品质的圆筒磨床。

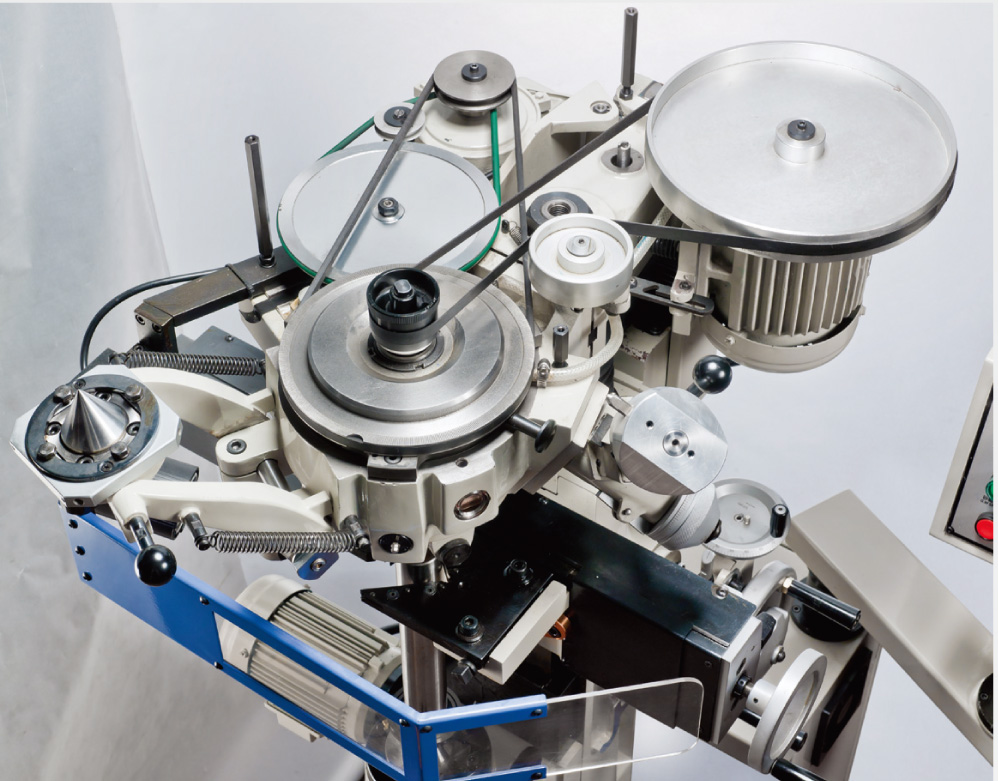
砂轮主轴头是结合主轴头,行星运动机构、砂轮主轴、修砂座及主轴运动机构等组合而成。
砂轮主轴之旋转运动係採用1/2HP x 2P马达传动,经适压张力惰轮,带动砂轮主轴高速运转,转速可变频器变换。
行星传动装置採用1/5HP x 8P马达传动,可同时进行砂轮主轴的行星运动及砂轮沿锥形表面直线往复运动。
砂轮主轴採用轴套组设计,容易装卸,前后端使用4个P4级高速精密斜角滚珠轴承支撑,并使用油雾润滑,具高转速及高精度之特性。
砂轮主轴喷雾式给油装置雾化器接上1~8kg/cm²的压缩空气,使油雾产生1.5~2kg/cm²的压力进行润滑。

本装置置于砂轮主轴头测,可手动旋入就修砂位置,修砂时只有砂轮主轴自转,操作中,除了纵向移动外,鑽石修刀可同步进行侧向来回的震盪动作,并沿著砂轮锥面直线移动,完全不受鑽石修刀位置与磨耗影响。









